題記:
問:
大家好!咨詢個問題,關于雙相不銹鋼焊接的,介質側應先焊。和奧氏體不銹鋼焊接剛好相反。這條規定在哪?我看見過,但忘了在哪。
答:
部分現行理論所推薦的奧氏體鋼和雙相鋼的焊接順序剛好是相反的,其機理不同,奧氏體鋼傾向于避免多次加熱,雙相鋼傾向于控制相比例。
摘要:
正文:
首先關于“關于雙相不銹鋼焊接的,介質側應先焊。和奧氏體不銹鋼焊接剛好相反”的標準條款提供參考如下:
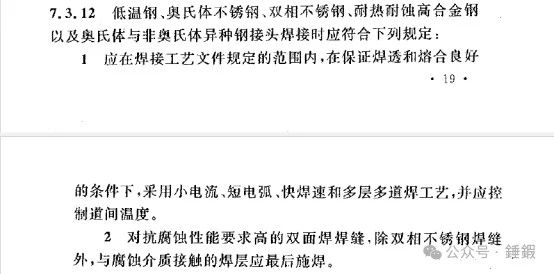
截圖來自《GB 50236-2011 現場設備、工業管道焊接工程施工規范》
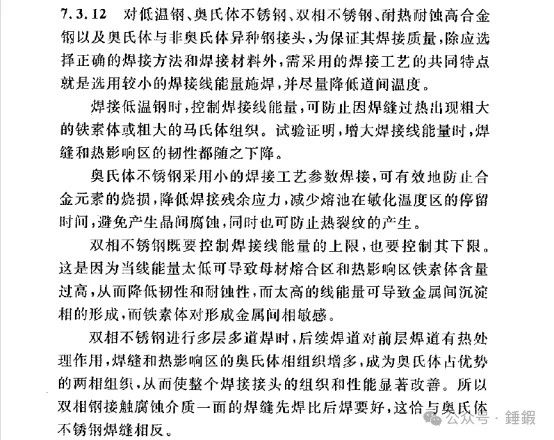
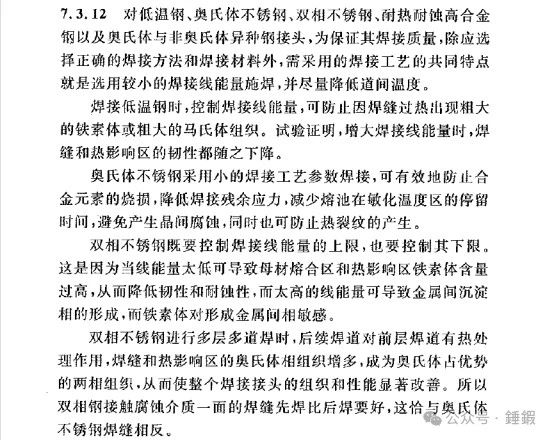
截圖來自《GB 50236-2011 現場設備、工業管道焊接工程施工規范》條文說明
先簡而言之:
接下來描述機理,雙相鋼的焊接凝固過程為FA模式,即鐵素體-奧氏體的凝固模式,高溫態首先生成鐵素體,而后部分轉化成奧氏體。這種條件下先焊接的A側“有可能”鐵素體含量較高(請一定注意,是有可能,不是必然的,這與層溫,降溫,等等條件有關),而經過后焊接的B側焊接的熱過程,A側金屬理論上能夠進一步的相變,即已經完成固態相變的A側接頭中的一部分鐵素體轉變成奧氏體,即調整了A側的相比例。最后,我們舉一個非常非常不靠邊的例子,當然了,這么做僅僅是為了好理解,而無任何指向性,請勿進行延伸,如,高覺悟人群群眾VS普通群眾,的比例,等:100位高中生分文理科。口頭申報期間30位報了文科,70位報了理科,即文理分班(相比例)30%-70%。這樣的話似乎有點失衡,后經過教務處的動員和文科班女同學的動員會,最終填報的時候有20位原計劃報理科的男同學轉而報了文科,即文理分班(相比例)50%-50%。
來自教授對“簡而言之”的補充:
我來補充一下荒城老師的解釋,對于奧氏體不銹鋼來說,最大的用途就是耐腐蝕,也就是奧氏體不銹鋼的最基本的特性。但是,不銹鋼耐腐蝕是有條件的,就是必須保證12.5%的自由的Cr存在于基體中,如果生產Cr的化合物的話,不銹鋼就不耐腐蝕了。還有就是如果生產Cr的化合物比較脆的相,容易脆化,不僅不耐腐蝕而且還很脆,容易啟裂形成微裂紋,就是常說的475℃脆化,賽格瑪相脆化等。現在來看為什么奧氏體焊縫為什么在接觸介質的地方要后焊接,如果先焊接的話,后續焊接高溫會促使Cr的化合物形成,而且由于后焊接的道數和層數越多,使接觸介質的焊縫在400~700甚至更高的溫度區間停留時間更長,更容易形成Cr的化合物及脆性相,因此對抗腐蝕不利。奧氏體不銹鋼抗腐蝕性好,但是強度低,因此,用雙相組織,即奧氏體+鐵素體(高溫δ鐵素體),不僅抗腐蝕,強度也高,一般比例在每個相的比例在40-60,抗腐蝕性和強度能達到較好的組合。這時候如果因為焊接的關系使比例失調,就不善了。至于先焊還是后焊,其基本原理和奧氏體不銹鋼是相類似的,具體做法可以參考荒城老師的那么長一段文字。
關于理論的進一步描述:
實際上無論是第一代雙相不銹鋼還是第三代雙相不銹鋼,其從液相凝固開始時候全部都是完全的鐵素體組織,該組織保留至鐵素體溶解曲線的溫度之后隨著溫度的進一步下降而有部分鐵素體向奧氏體轉變,直至形成奧氏體-鐵素體的雙相組織。至于“關于雙相不銹鋼焊接的,介質側應先焊。和奧氏體不銹鋼焊接剛好相反”的條款意義可以參考多層多道焊的理論。后續焊道對前序焊道有著熱處理的作用,這與碳鋼焊接或者奧氏體不銹鋼焊接相同,而專對于雙相不銹鋼而言,多道焊的熱處理作用可使焊縫中的鐵素體繼續向奧氏體進行轉變,最終達到預期兩相比例組織的目的。除了焊縫金屬之外,也可對熱影響區的相比組織產生一定作用,從而改善整個焊接接頭的性能。再將此理論帶入“關于雙相不銹鋼焊接的,介質側應先焊。和奧氏體不銹鋼焊接剛好相反”的話題就容易理解一些,即:介質側先焊接,隨后焊接反面,則后續的反面焊道對先焊接的介質側焊道進行了熱處理,起到改善組織和進一步而言的提高耐腐蝕的目的。除此以外,也有“工藝焊縫”的技術理論,即:焊接結束后,在完成的表面焊層之上再焊接一層工藝焊縫,其邏輯與上述“熱處理”理論相同,隨后將工藝焊縫加工去除。當處于一些原因保留工藝焊縫的情況下,則盡可能將此工藝焊縫出于不接觸介質的一側。對于“關于雙相不銹鋼焊接的,介質側應先焊。和奧氏體不銹鋼焊接剛好相反”的理論優點描述之外,關于此焊接技術也同時存在一些客觀問題。例如,二次奧氏體的析出問題。對于現已成熟運用于一些嚴苛工況的高含氮量的超級雙相不銹鋼而言,多層多道焊或來自反面的焊縫可能會起到反作用。同時與上述的后續焊道對前序焊道的熱處理作用,在多層多道焊時,由于后續焊道的再次加熱,其部分鐵素體會轉變成細小分散的二次奧氏體,其鉻,鉬,和氮含量都低于一次奧氏體,其中以氮的變化尤為顯著。該組織與氮化物析出顯示出類似的影響,即降低耐腐蝕性,尤其是表面析出的影響,這在后序焊道的線能量遠高于前序焊道的情況下尤為顯著。這也說明了在多層多道焊時,焊接參數的重要性,尤其是與介質接觸一側焊縫與相鄰焊道之間的線能量對比關系。
作者夜半夢醒,對酒當歌入夢來,瞎說型舉例描述:
于是姜維引兵五萬,望枹罕進發。兵至洮水,守邊軍士報知雍州刺史王經、征西將軍陳泰。王經先起馬步兵七萬來迎。姜維分付張翼如此如此,又分付夏侯霸如此如此:二人領計去了;維乃自引大軍背洮水列陣。王經引數員牙將出而問曰:“魏與吳、蜀,已成鼎足之勢;汝累次入寇,何也?”維曰:“司馬師無故廢主,鄰邦理宜問罪,何況仇敵之國乎?”經回顧張明、花永、劉達、朱芳四將曰:“蜀兵背水為陣。敗則皆沒于水矣。姜維驍勇,汝四將可戰之。彼若退動,便可追擊。”四將分左右而出,來戰姜維。維略戰數合,撥回馬望本陣中便走。王經大驅士馬,一齊趕來。維引兵望著洮水而走;將次近水,大呼將士曰:“事急矣!諸將何不努力!”眾將一齊奮力殺回,魏兵大敗。張翼、夏侯霸抄在魏兵之后,分兩路殺來,把魏兵困在垓心。維奮武揚威,殺入魏軍之中,左沖右突,魏兵大亂,自相踐踏,死者大半,逼入洮水者無數,斬首萬余,壘尸數里。王經引敗兵百騎,奮力殺出,徑往狄道城而走;奔入城中,閉門保守。
姜維大獲全功,犒軍已畢,便欲進兵攻打狄道城。張翼諫曰:“將軍功績已成,威聲大震,可以止矣。今若前進,倘不如意,正如‘畫蛇添足’也。”維曰:“不然。向者兵敗,尚欲進取,縱橫中原;今日洮水一戰,魏人膽裂,吾料狄道唾手可得。汝勿自墮其志也。”張翼再三勸諫,維不從,遂勒兵來取狄道城。卻說雍州征西將軍陳泰,正欲起兵與王經報兵敗之仇,忽兗州刺史鄧艾引兵到。泰接著,禮畢,艾曰:“今奉大將軍之命,特來助將軍破敵。”泰問計于鄧艾,艾曰:“洮水得勝,若招羌人之眾,東爭關隴,傳檄四郡:此吾兵之大患也。今彼不思如此,卻圖狄道城;其城垣堅固,急切難攻,空勞兵費力耳。吾今陳兵于項嶺,然后進兵擊之,蜀兵必敗矣。”陳泰曰:“真妙論也!”遂先撥二十隊兵,每隊五十人,盡帶旌旗、鼓角、烽火之類,日伏夜行,去狄道城東南高山深谷之中埋伏;只待兵來,一齊鳴鼓吹角為應,夜則舉火放炮以驚之。調度已畢,專候蜀兵到來。于是陳泰、鄧艾,各引二萬兵相繼而進。卻說姜維圍住狄道城,令兵八面攻之,連攻數日不下,心中郁悶,無計可施。是日黃昏時分,忽三五次流星馬報說:“有兩路兵來,旗上明書大字:一路是征西將軍陳泰,一路是兗州刺史鄧艾。”維大驚,遂請夏侯霸商議。霸曰:“吾向嘗為將軍言:鄧艾自幼深明兵法,善曉地理。今領兵到,頗為勁敵。”維曰:“彼軍遠來,我休容他住腳,便可擊之。”乃留張翼攻城,命夏侯霸引兵迎陳泰。維自引兵來迎鄧艾。行不到五里,忽然東南一聲炮響,鼓角震地,火光沖天。維縱馬看時,只見周圍皆是魏兵旗號。維大驚曰:“中鄧艾之計矣!”遂傳令教夏侯霸、張翼各棄狄道而退。于是蜀兵皆退于漢中。維自斷后,只聽得背后鼓聲不絕,維退入劍閣之時,方知火鼓二十余處,皆虛設也。維收兵退屯于鐘提。
結束語:
從理論角度出發,合理的焊接順序可提高介質接觸面的耐腐蝕性能,而實際操作的時候若工藝實施未妥善管控則可能后續焊層熱輸入過高反而會降低介質接觸面的各項性能。綜上,對于雙相不銹鋼服役于高腐蝕介質環境時,部分文獻對當采用雙面焊接時,推薦接觸介質的一側先焊。不過目前也還是存有一定爭議的,如果一概而論的話可能造成誤讀。尤其是對于一些經驗極其有限的讀者而言,若無適當的取舍能力,有理解偏的可能。
錘鍜注:
雙相不銹鋼除了根據第一代,第二代,第三代的方式進行區分之外,還可以根據合金程度及耐點蝕當量進行區分,本文未進行深入描述;本文中提記得奧氏體-鐵素體的體積分數比所用的50%-50%,40-60僅作為一個模糊的示例,實際上會有一定區間,本文未進行相關描述;
關于雙相不銹鋼中兩相的作用,鐵素體:提高屈服強度,耐氯化物腐蝕性能;奧氏體:提高韌性和耐一般腐蝕性能。鐵素體過高奧氏體過低時會引起脆化,反之又會降低耐腐蝕性能。本文未進行深入描述;
以下,收集到的其他話題,與本文沾邊,理論方面具有一定共性,就不在一一單獨成文。
關于“雙相不銹鋼是否可采取水冷”這一話題,其涉及到的可能導致鐵素體含量過高的機理也可參考本文;關于“雙相不銹鋼盡可能采用小的熱輸入”這一話題,可參考上一條;關于“雙相不銹鋼熱輸入大一些的話相比例較好”這一話題,其涉及到的冷卻速度過慢而在熱影響區可能形成粗大晶粒和氮化鉻以及可能導致奧氏體體含量過高的機理也可參考本文;對于單面焊接而言,如小口徑的管道。其打底焊縫與介質接觸,這個時候的打底焊層及后續的兩三層焊縫的焊接參數尤為主要,其涉及到的理論機理可參考本文;得知來自本公眾號的文章被熱心自媒體和網絡平臺轉載發布,令作者深感榮幸。但也發現了作者信息丟失的現象而被冠以源于網絡的情況。鑒于此,本公眾號希望若文章內容被轉載請進行聲明來自微信公眾號,作者:錘鍜,以及文中添加本公眾號二維碼如下。再次感謝支持和認可。







 咨詢熱線:022-66612027
咨詢熱線:022-66612027 電子郵箱: dingweipublic@163.com
電子郵箱: dingweipublic@163.com 聯系方式:022-66612027
聯系方式:022-66612027 公司地址:天津自貿試驗區(中心商務區)恒富大廈北塔1-1-1902
公司地址:天津自貿試驗區(中心商務區)恒富大廈北塔1-1-1902












